
���������}�����a(ch��n)����ˇ�֞鳭ȡ�����{�ɷN,����ͬ�����a(ch��n)��ˇ������ͬ�Ĺ�ˇ����,�������҂��;��w��B�����{�������}�����a(ch��n)����ˇ���̡�
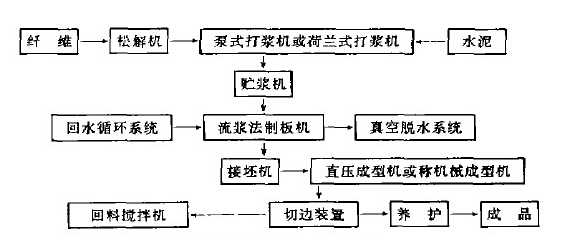
�������{����ˇ���̣��w�S�{�Ƃ�——ʯӢɰ�{�Ƃ�——�Ɲ{����——���{ĥ�{���A(y��)���——�ư弰�Ѷ�——�A(y��)�S�o(h��)��Óģ——�S�o(h��)——Óģ,�����——ɰ�⡢ĥ߅
����һ,���w�S�{�Ƃ�
����1,�����{�弈�����յďUţƤ����ˮ������e�x������ʽ����{�C�У����Ӷ���ˮ�����ɽ�,��ÿ����ɽ�r�̞�40��60���;
����2,���ɽ��ļ��{�ɱ����뼈�{�أ��ټ�ˮϡጵ��^�͝��(4%-6%,���M(j��n)���p�Pĥ�{�Cѭ�h(hu��n)�M(j��n)����ĥ;
����3,����ĥ��ļ��{�ɱ������A�{���M(j��n)����{���\�Õr�����Ɲ{Ӌ���ނ���;
����4,���ڴ�{�C�Ѕ���Ӌ���õ�ˮ��������Ҫ�ɽ���w�S,��һ�������Ƃ�õļ��{���l(f��)�әC���M(j��n)���w�S�ɽ�;
����5,�����ɽ�õ��w�S�{�ɱ���������ʽ��͙C;
������,��ʯӢɰ�{�Ƃ�
����1����ɰ���b�d�C�������϶���,���ϸ�(x��)�ȵ�ʯӢɰ�M(j��n)��ɰ�}�A��;
����2,��ɰ�}���Ͽ��O(sh��)��Ӌ��Ƥ���ӣ���ɰι��ĥ�C��(n��i),��һ�����ӱض����~��ˮ,����ɰ�M(j��n)�з�ĥ���Ƃ��ɰ�{;
����3,���Ƃ�õ�ɰ�{�ɱ�����ɰ�{����,���\�Õr����ɰ�{Ӌ���ނ���;
���������Ɲ{����
����1,���ɽ�õ��w�S�{�ɱ���������ʽ��͙C,����혴΅���ɰ�{,����ʯ�ҷ�,��ˮ�ࡢ�ɷ�ú�ҵ�����,����K���Ӹ��ƹ��ܵIJ���;
����2,��ˮ�ࡢ��ʯ�ҷ۵�������ݔ�͙C�������Ӌ����Ӌ����������;
����3,��ɰ�{�x��������������ɰ�{Ӌ����Ӌ������ж��;
����4,���۠����Ϻ��w�S�{��������ʽ��͙C��(n��i)�������Ƴɱض���ȵ��ϝ{���������{��(��,���Ђ���;
������,�����{ĥ�{���A(y��)���
����1���ڃ��{�����ϝ{���ɱö�������ع���(y��ng)�αPĥ�{�C��ĥ̎��,���M(j��n)һ������ϝ{,��Ȼ�����냦�{�C��(n��i)�A�����;
����2��ĥ�õ��ϝ{���Ƀ��{�C�M(j��n)���O(sh��)�Q�؝���@�F(xi��n)�wϵ���A(y��)��ރ�(n��i)���,���܉�z�y���ϝ{���|(zh��)����Ȳ������{(di��o)��������С;
����3,���㶨���ϝ{����܉�(w��n)���{�ư�C�IJ�����������{(di��o)�����;
�����塢�ư弰�Ѷ�
����1,���ϝ{��(j��ng)���{��������������\�D(zhu��n)�Ĺ��I(y��)ë̺��,��ͨ�^����wϵ�ij����Vˮ�����όӭh(hu��n)�@�ڳ���Ͳ��,��ͨ�^���ӭh(hu��n)�@���_(d��)�O(sh��)����������ȕr,�����ӳ����½�������������ݔ�����������_�C;
����2,���ư�C�x�ñض�ֱ���ij���Ͳ,��һ��������(j��ng)���_���Ҏ(gu��)������(Ҏ(gu��)��������2.44mx1.22m��,�����_��İ�����(j��ng)�Ѷ�C,���ɼ{һ��ģ��һ����������Ѷ�ķ���������_������ƽ̹;
����3,���Ѷ�C�b���ŷ�늙C,���ɾ��_�ٿ��ٶȼ���λ����;
����4���S�o(h��)С܇��ģ��С܇�ĸ߶��Ƀ��_�������������{(di��o)��,�������ư�,���������Ѷ�ȫ�^���x�ÿɾ��̲ٿ������Ӳٿ�;
������,���A(y��)�S�o(h��)��Óģ
����1,�������Ѷ��(j��ng)һ�Εr�̵��A(y��)�S�o(h��)��ʹ�������_(d��)ǰ�ڏ���,�������ڙCеÓģ�Ѷ�;
����2,�������A(y��)�S�o(h��)�x����Ȼ�S�o(h��)�����a(ch��n)���ܶȰ�r,���\����܇�Ѱ����\�����Һ�����C�M(j��n)�мӉ�,�������ض��r�̺ѼӉ���İ����\�ذ��С܇��;
����3,���A(y��)�B(y��ng)��İ�������Óģ�C��,����Y(ji��)Óģ�ѶⲢ�������B(y��ng)�|�����I(y��);
����4��Ó�µ�ģ�彛(j��ng)���ˢ�͙C���ˢ�ͺ�ѷ���С܇��,����܉�E���ضѶ�Cѭ�h(hu��n)�\��,�������ٽ�(j��ng)�[��܇�[������ǰ���M�븪;
������,���S�o(h��)
����1��������(j��ng)Óģ��,�����B(y��ng)С܇�ϵİ���ɾ�P�C�����M(j��n)�������M(j��n)���S�o(h��),���ڸߜظ߉��£������еĶ�������,���������}��ˮ�l(f��)��ˮ������(y��ng),����K������ؐĪ��ʯ����ЩӲ���}ʯ�Y(ji��)��;
����2�������M(j��n)������,���轛(j��ng)���13��20С�r�ĸߜ�,����̎��;
����3��ͨ����(zh��n)�t������2С�r,�����8��10С�r,������3��4С�r���㉺������1.3MPa,������܇�M(j��n)�����ɾ�P�C������Y(ji��);
����4,��ͨ������֮ǰ߀�茦����(n��i)����գ��r�̼s30���,������-0.5����≺,���@�Ӹ������ڹ�(ji��)�s�����������}����������,�������γ����B(y��ng)ȱ�c;
������,��Óģ�����
����1,�����B(y��ng)�õİ���Ҫͨ�^���̎��,��ʹ����ˮ�ݵ��_(d��)10%���£��M�⽨���I(y��)������;
����2,��ͨ�^��əC,����朰�ɄӰ����������G���B�m(x��)��ɣ�ͨ�^�S���L(f��ng)�Cʹ���L(f��ng)�ڸG��(n��i)ѭ�h(hu��n),�������õ�������;
����3,�����������Ď����B(y��ng)�|��İ��С܇��(j��ng)����Cʹ������B(y��ng)�|��e�x;
����4����əC����t�ɳ��厧ʽݔ�͙C,����λ݁��ݔ�͙C���������C����ж���Ѷ�ɶ�,�����ɲ�܇������Ʒ�Ѵ�^(q��);
������,��ɰ��,��ĥ߅
������_������ƽ̹���M(j��n)�����^�|(zh��)��,����ɺ�İ���߀��ͨ�^����ɰ��C����ɰ��,��ɰ���İ���ͨ�^ĥ߅���ǙC�M����߅ĥ��������̎��,��
�������������{�������}�����a(ch��n)����ˇ���̣�ϣ���������������}��r��������,����ͬ�����a(ch��n)��ˇ��ԭ�ϵ�ʹ��Ҳ�в�ͬ��Ҫ��,�������ԏU���w�S��ʯӢɰ�酢��,����������}�����a(ch��n)�����g(sh��)��Ϣ�M�ڷ��J�Cе,�����������a(ch��n)���������N���}���gӭ�����ԃ!

����(n��i)�I(y��)��(w��)
�ܽ�(j��ng)��:15838297097
����I(y��)��(w��)
ۤ��(j��ng)��:15237157661


